

我们精心制作的精密光亮管_精密管欢迎新老客户垂询产品视频已经准备就绪,让您一睹产品的风采。无论您是初次接触还是再次了解,视频都将为您带来全新的视角和体验。
以下是:精密光亮管_精密管欢迎新老客户垂询的图文介绍

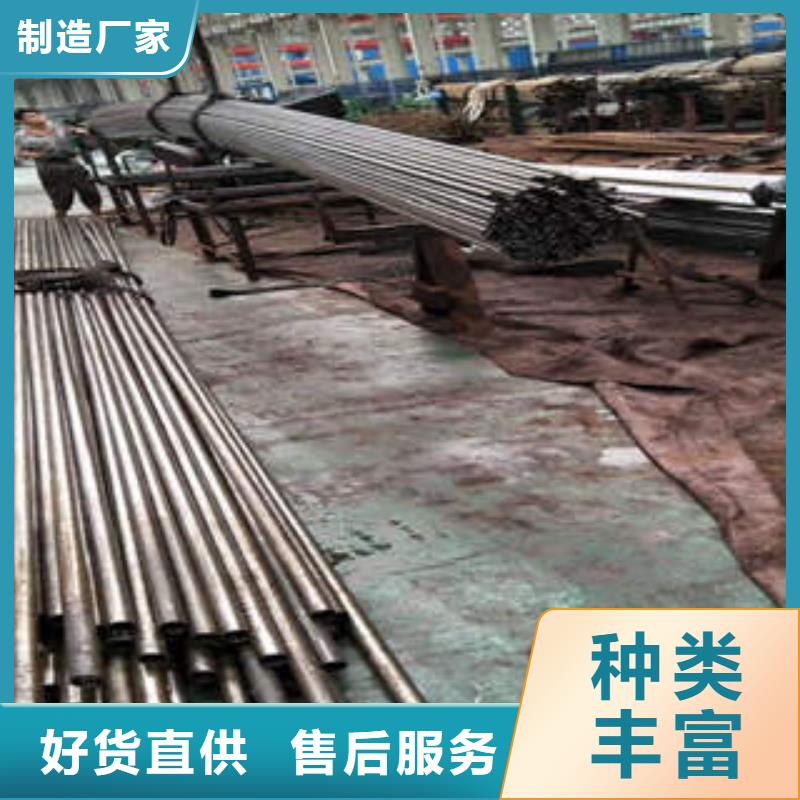
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的气泡产生,如果有大量的气泡产生说明钢管的质量达不到相应的标准。
外观上冷轧无缝钢管和冷轧钢管不同之处在于
1.长度方面要短于热轧无缝钢管,
2.冷轧无缝钢管的壁厚一般比热轧无缝钢管要小:其次是表面状态:冷轧无缝钢管表面看起来比热轧厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
热轧无缝钢管的交货状态一般是热轧状态经过热处理后进行交货。

通圆钢管制造有限公司秉承“精于设计,工于制造”理念,持续不断的进行 山东淄博20#精密钢管产品研发,创新。提供非标准定制服务,可根据您的实际需求设计加工,量身定制。 具备完整的 山东淄博20#精密钢管制造加工能力,确保 山东淄博20#精密钢管产品即时规模生产、交货准时。



普通冷拔无缝钢管与精轧无缝钢管的区别在于 1、普通无缝钢管主要特点是无焊接缝,可承受较大的压力。产品可以是很粗糙的铸态或冷拨件,适合用于机械加工,流体管道。 2、精密钢管是近几年出现的产品,主要是内孔、外壁尺寸有严格的公差及粗糙度,外表光亮,但 的一个缺点是不可以握弯,解决方法 退火但是退火后就不会发光了但是壁厚公差还可以保证。无缝钢管仍能继续伸长时的应力无缝钢管具有屈服现象的金属材料,试样在拉伸过程中力不增加(保持恒定)仍能继续伸长时的应力,称屈服点。若力发生下降时,则应区分上、下屈服点。屈服点的单位为N/mm2(MPa)。无缝钢管上屈服点(σsu):试样发生屈服而力首次下降前的 应力; 下屈服点(σsl):当不计初始瞬时效应时,屈服阶段中的小应力。无缝钢管屈服点的计算公式为:式中:Fs——试样拉伸过程中屈服力(恒定),N(牛顿)So——试样原始横截面积,mm2。 ③无缝钢管断后伸长率(σ)在拉伸试验中,试样拉断后其标距所增加的长度与原标距长度的百分比,称为伸长率。以σ表示,单位为%。计算公式为:式中:L1——试样拉断后的标距长度,mm; L0——试样原始标距长度,mm。 ④无缝钢管断面收缩率(ψ)在拉伸试验中,试样拉断后其缩径处横截面积的 缩减量与原始横截面积的百分比,称为断面收缩率。以ψ表示,单位为%。计算公式如下:式中:S0——试样原始横截面积,mm2; S1——试样拉断后缩径处的少横截面积,mm2。


钢管按生产方式方法不同可分为热轧管、冷轧管、冷拔管、挤压管等,
热轧无缝管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷截成所需长度, 在管坯穿孔端端面上定心 然后送往加热炉加热 在穿孔机上穿孔 在穿孔同时不断旋转和前进, 在轧辊和顶头的作用下, 管坯内部逐渐形成空腔称毛管, 再送至自动轧管机上继续轧制 经均整机均整壁厚, 经定径(减径)机定径, 达到规格要求, 利用连续式轧管机组生产热轧无缝钢管是较先进的方法, 若欲获得尺寸更小和质量更好的无缝管, 必须采用冷轧 冷拔或者两者联合的方法冷轧通常在二辊式轧机上进行, 钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制, 冷拔通常在单链式或双链式冷拔机上进行 挤压法即将加热好的管坯放在密闭的挤压圆筒内穿孔棒与挤压杆一起运动, 使挤压件从较小的模孔中挤出, 此法可生产直径较小的钢管。


